Grain-Based Distillery
Process Overview
Grain-Based Distillery Process Overview
The grain-based distillery process involves the conversion of starch-rich grains into ethanol, carbon dioxide (CO₂), and valuable by-products such as DDGS (Distillers’ Dried Grains with Solubles). The process is divided into several key operational stages to ensure optimum yield, energy efficiency, and environmental compliance.
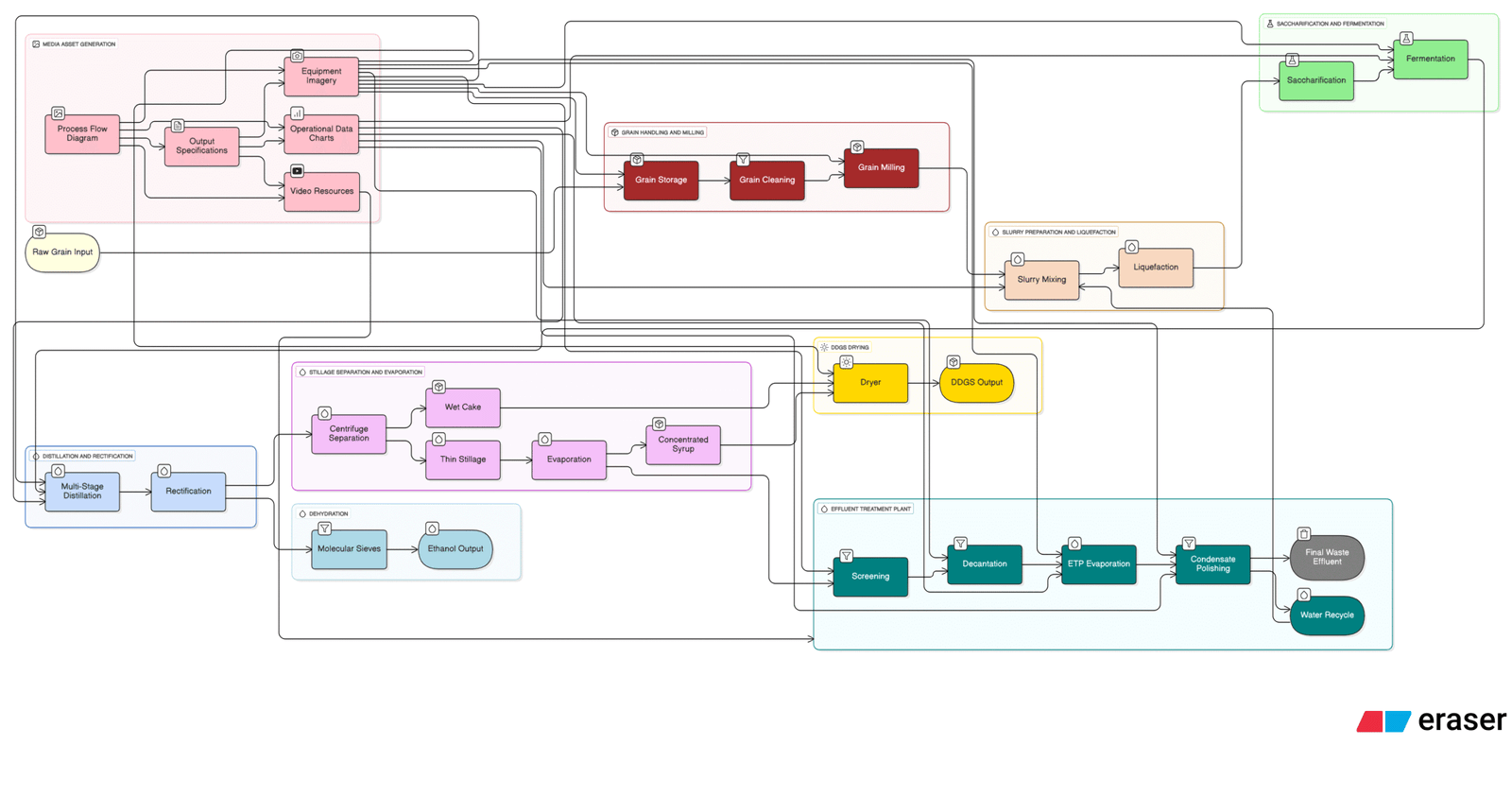
A typical Process Flow Diagram (PFD) of a grain-based distillery plant illustrates the integrated sequence of operations for starch conversion, fermentation, distillation, and by-product recovery. The system efficiently transforms starch into ethanol while recovering co-products and incorporating Zero Liquid Discharge (ZLD) measures through advanced wastewater treatment and recycling systems.
1.1 Grain Handling & Milling (Grinding)
Purpose: Break down cleaned grains into fine flour to expose starch for enzymatic conversion.
Mechanical Seal Requirement: Yes (for pumps, grinders, conveyors).
Recommended Seal Type: Cartridge seal (for slurry pumps), Component seal (for conveyors).
Process Description: Cleaned grains (maize, rice, wheat, millets, etc.) are destoned, magnetically separated, and milled using dry hammer mills (~500 μm) to ensure efficient starch release for liquefaction.
Flow Sequence: Grain Handling → Storage → Cleaning → Milling → Flour Storage / Pre-Masher
Application/Slurry: Grain or fibrous slurry, mildly abrasive
Seal Considerations: Cartridge seals for slurry service and abrasion resistance.
1.2 Liquefication
Purpose: Convert starch from milled grains into dextrins using heat and enzymes (α-amylase).
Mechanical Seal Requirement: Yes (for agitators, pumps, heat exchangers).
Recommended Seal Type: Cartridge seal (for high-temperature slurry service).
Process Description: Flour slurry is mixed with water and α-amylase enzyme, then heated to 85–90°C in jet cookers or liquefaction tanks. Starch granules are gelatinized and broken into shorter dextrins. Heat exchangers maintain temperature.
Flow Sequence: Milled Flour + Water + α-Amylase → Jet Cooker → Liquefaction Tank → Liquefied Mash
Application: Hot slurry (viscous, enzyme-rich)
Seal Considerations: High-temperature cartridge seals, corrosion-resistant alloys.
1.3 Saccharification
Purpose: Enzymatic conversion of dextrins into fermentable sugars (glucose).
Mechanical Seal Requirement: Yes (for pumps, mixers).
Recommended Seal Type: Cartridge seal (for enzyme dosing and transfer pumps).
Process Description: Liquefied mash is cooled to ~60–65°C and glucoamylase is added to convert dextrins into fermentable sugars (mainly glucose). Some plants use combined saccharification and fermentation (SSF).
Flow Sequence: Liquefied Mash + Glucoamylase → Saccharification Tank → Fermenter Feed
Application: Enzyme-rich fermentable slurry
Seal Considerations: Food-grade cartridge seals, resistant to enzyme activity.
1.4 Fermentation
Purpose: Yeast converts fermentable sugars into ethanol and CO₂.
Mechanical Seal Requirement: Yes (for fermenters, agitators).
Recommended Seal Type: Cartridge seal (for fermenter agitators).
Process Description: Yeast is inoculated into the saccharified mash. Fermentation occurs at 30–35°C, producing ethanol and CO₂. Cooling jackets and heat exchangers control temperature. The fermented wash contains 10–12% alcohol by volume.
Flow Sequence: Saccharified Mash + Yeast → Fermenters → Fermented Wash (Beer) + CO₂ (by-product)
Application: Fermenting mash (alcoholic, CO₂-rich, viscous)
Seal Considerations: CO₂-resistant cartridge seals with hygienic design.
1.5 Distillation System (Primary & Rectification Columns)
Purpose: Separate ethanol from fermented wash using heat and pressure.
Mechanical Seal Requirement: Yes (for distillation columns, pumps).
Recommended Seal Type: Cartridge seal (for high-pressure and high-temperature pumps).
Process Description: The fermented wash is pumped to a multi-pressure distillation system comprising Analyzer, Degasifier, Pre-Rectifier, and Rectifier Columns. Ethanol (~95–96% purity) is separated from water and impurities. Energy integration optimizes steam usage.
Flow Sequence: Fermented Wash → Analyzer Column → Rectifier Column → Ethanol (RS/ENA) + Spent Wash + Fusel Oil
Application: Ethanol-rich, volatile liquid (flammable)
Seal Considerations: Explosion-proof cartridge seals, low-emission design.
1.6 Dehydration System (Anhydrous Ethanol Production)
Purpose: Remove residual moisture from rectified spirit to produce anhydrous ethanol (Fuel Grade).
Mechanical Seal Requirement: Yes (for dehydration units, pumps).
Recommended Seal Type: Cartridge seal (for high-pressure, low-emission service).
Process Description: Rectified spirit (95%) is fed to a dehydration unit (molecular sieves or membranes) to achieve 99.8% anhydrous ethanol. The dry ethanol is cooled and stored in dedicated tanks.
Flow Sequence: Rectified Spirit (95%) → Dehydration Unit → Anhydrous Ethanol (99.8%) → Storage
Application: High-purity ethanol, clear, anhydrous
Seal Considerations: Low-emission cartridge seals, compatible with alcohols.
1.7 Stillage Treatment
Purpose: Process remaining solids and liquids for by-product recovery.
Mechanical Seal Requirement: Yes (for decanters, evaporators, dryers).
Recommended Seal Type: Cartridge seal (for decanters, evaporators).
Process Description: Spent wash is separated into wet cake and thin slop. The thin slop is concentrated in a Multi-Effect Evaporator (MEE) to produce high-solids syrup (20–25% solids) for DDGS production.
Flow Sequence: Spent Wash → Decanter → Thin Slop → MEE → Concentrated Syrup
Application: High-solids, particle-laden slurry
Seal Considerations: Corrosion and abrasion-resistant cartridge seals.
1.8 DDGS Production (By-product Recovery)
Purpose: Produce DDGS for animal feed.
Mechanical Seal Requirement: Yes (for dryers, conveyors).
Recommended Seal Type: Cartridge seal (for dryers), Component seal (for conveyors).
Process Description: Concentrated syrup from the evaporator is mixed with decanter wet cake to form DWGS, which is dried in fluidised bed or tube bundle dryers to produce DDGS (88–90% dry solids).
Flow Sequence: Spent Wash → Decanter → Wet Cake + Thin Slop → MEE → Syrup → Mixer → Dryer → DDGS Product
Application: Dry, fibrous, granular solids
Seal Considerations: High-temperature cartridge seals, dust-tight construction.
1.9 Effluent Treatment Plant (ETP)
Purpose: Treat process wastewater and condensate to meet discharge/reuse standards (ZLD).
Mechanical Seal Requirement: Yes (for clarifiers, aeration systems, pumps).
Recommended Seal Type: Cartridge seal (for corrosive/bio-compatible service).
Process Description: Effluent from fermentation, distillation, and stillage sections is treated in a multi-stage ETP with pre-screening, equalisation, biological treatment, and tertiary polishing. Treated water is reused; sludge is dewatered for disposal or composting.
Flow Sequence: Effluent → Screening & Grit Removal → Equalization → Primary Clarification → Biological Treatment → Tertiary Polishing → Recycle/Discharge
Sludge Handling: Dewatering → Disposal/Bio-composting.
Typical Performance:
| Stage | BOD (mg/L) | Reduction (%) | ||
|---|---|---|---|---|
| Raw Effluent | 15,000–25,000 | — | ||
| After Primary | 10,000–16,000 | 33–36% | ||
| After Secondary | 500–1,500 | 90–95% | ||
| Final Discharge | <100 | 99% |